Hi,Hey Mark
Here is another one for you
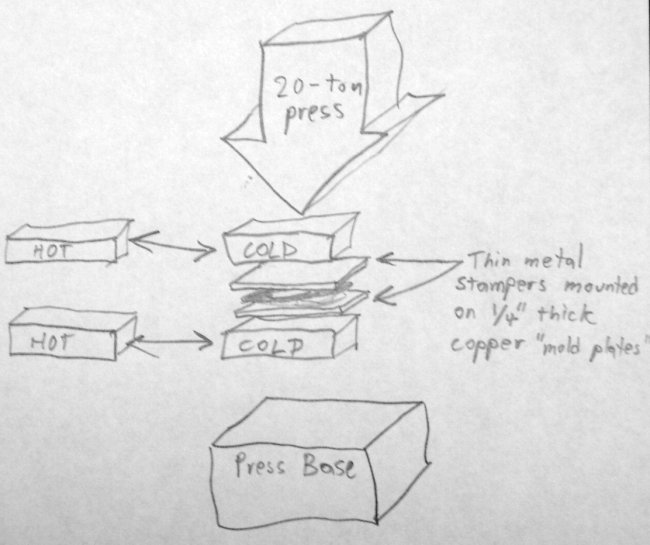
If you get a coil of 1/2" copper and rewind it as close as you can and stick it behind your flat plate with another flat plate on top like a sandwich Run your garden hose through it you will get fairly rapid cooling
Now for an improvement fill the gaps in the copper coil with heat transfer compound obtained from a commercial refrigerator manufacturer as used in freezer boxes and pour a bit of plastic steel around the perimeter so as to seal it in and stick a few bolts so as to keep it all together
Than your cooling would get down to acceptable levels
Flexi discs Not with your setup as it is unless you use Mylar the normal pvc sheet will just roll up like crispy bacon Mylar would cost you around $1 per sheet pricey but it will make a flexi
Archive suppliers will be happy to supply you a few sheets
Keep at it
Cheers
Cheers
Thanks for the suggestion. I like that idea as well. Should be much better than dumping into a tub of water. I would build a separate cooling station so that I can keep the plattens at temperature. I don't want to waste any heating energy. In fact, the Cook patent describes the process in this way. Since the finished record will be in the removable book, I'll transfer it from the press to the cooling station and then turn on the cooling water with a valve. I plan to concentrate on the press design, I'll probably do the tub cooling to start. Once I get the press running well, I'll start working on a cooling station.
Mark